Lesson 14 of Industrial Engineering ONLINE Course - IE Concepts Module - Contribution of Taylor, Gilbreth, Emerson, Maynard, Barnes, Shigeo Shingo.
Lesson 13. Value Creation for the Organization by Industrial Engineers - Productivity Engineering Potential
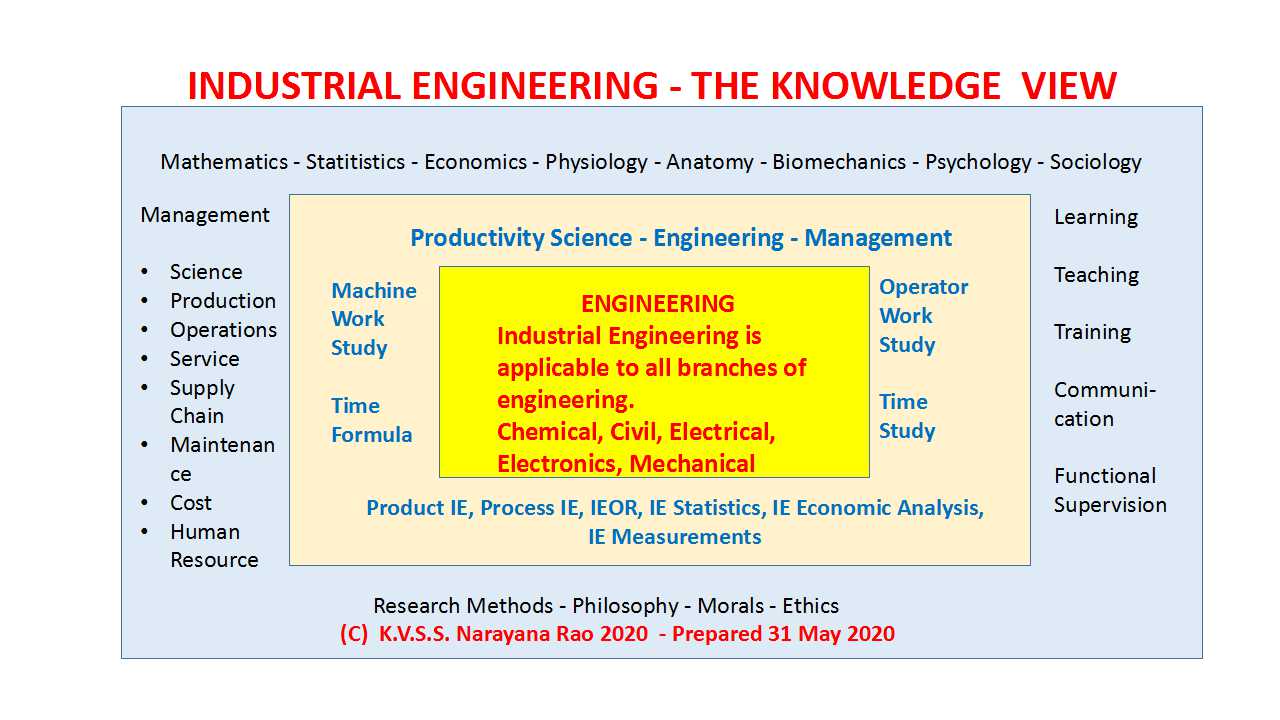
Process industrial engineering was started as a systematic effort to develop productivity science and productivity engineering procedure and was done successfully by F.W. Taylor in machine shop.
Research Paper:
Frameworks for Productivity Science of Machine Effort and Human Effort
Rao, Kambhampati Venkata Satya Surya Narayana.
IIE Annual Conference. Proceedings; Norcross (2020): 429-434.
F.W. Taylor initiated his studies on productivity improvement of machining processes in 1881 and continued them till his death. He presented his 26 years of effort in the year 1906 as a paper in ASME Convention in December 1906. Taylor's work on machine tools is beginning of industrial engineering, an discipline with focus on productivity improvement and cost reduction of engineering products and processes. The aim is the reduction of cost of products and the means identified by Taylor productivity improvement of processes by reducing the production time by identifying the factors that will reduce cutting time on machine tools. Industrial engineers have to understand Taylor's methods and development of these methods over the 100 year long period and utilize appropriate methods to study machines in their organizations and improve their productivity. This activity is now termed Machine Work Study.
The Machine Work Study was done by Taylor over a period of 26 years on metal cutting over the period of 1881-1906 and the results of the study as productivity science and art of metal cutting were presented in the 1906 conference of ASME. Taylor himself was the president of ASME and he gave the presentation as Presidential Address.
The problem taken up by Taylor is a careful study of the effect which each of the twelve following variable elements has upon the selection of the cutting speed that give the minimum cutting time for a job.
a. The quality of the metal which is to be cut, i. e., its hardness or other qualities which affect the cutting speed;
b. The diameter of the work;
c The depth of the cut, or one-half of the amount by which the forging or casting is being reduced in diameter in turning;
d. The thickness of the shaving, or the thickness of the spiral strip or band of metal which is to be removed by the tool, measured while the metal retains its original density ; not the thickness of the actual shaving, the metal of which has become partly disintegrated;
e The elasticity of the work and of the tool;
f. The shape or contour of the cutting edge of the tool, together with its clearance and lip angles;
g. The chemical composition of the steel from which the tool is made, and the heat treatment of the tool ;
h. Whether a heavy stream of water, or other cooling medium, is used on the tool;
j. The duration of the cut, i. e., the time which a tool must last under pressure of the shaving without being reground;
k. The pressure of the chip or shaving upon the tool;
l. The changes of speed and feed possible in the lathe;
m. The pulling and feeding power of the lathe at its various speeds.
The ultimate object of all experiments in this field is to learn how to remove the metal from our forgings and castings in the quickest time, and that therefore the productivity science and art of cutting metals may be briefly defined as the knowledge of how, with the limitations caused by some and the opportunities offered by others of the above twelve variable elements, in each case to remove the metal with the highest appropriate cutting speed.
Results of 50,000 experiments
The following is a record of some of the more important steps of Taylor's experiments:
33 (A) In 1881, the discovery that a round-nosed tool could be run under given conditions at a much higher cutting speed and therefore turn out much more work than the old-fashioned diamond- pointed tool.
34 (B) In 1881, the demonstration that, broadly speaking, the use of coarse feeds accompanied by their necessarily slow cutting speeds would do more work than fine feeds with their accompanying high speeds.
35 (C) In 1883, the discovery that a heavy stream of water poured directly upon the chip at the point where it is being removed from the steel forging by the tool,would permit an increase in cutting speed, and, therefore, in the amount of work done of from 30 to 40 per cent. In 1884, a new machine shop was built for the Midvale Steel Works, in the construction of which this discovery played a most important part; each machine being set in a wrought iron pan in which was collected the water (supersaturated with carbonate of soda to prevent rusting), which was thrown in a heavy stream upon the tool for the purpose of cooling it. The water from each of these pans was carried through suitable drain pipes beneath the floor to a central well from which it was pumped to an overhead tank from which a system of supply pipes led to each machine. Up to that time, so far as the writer knows, the use of water for cooling tools was confined to small cans or tanks from which only a minute stream was allowed to trickle upon the tool and the work, more for the purpose of obtaining a water finish on the work than with the object of cooling the tool; and, in fact, these small streams of water are utterly inadequate for the latter purpose. So far as the writer knows, in spite of the fact that the shops of the Mid- vale Steel Works until recently have been open to the public since 1884 no other shop in this country was similarly fitted up until that of the Bethlehem Steel Company in 1899, with the one exception of a small steel works which was an offshoot in personnel from the Midvale Steel Company.
36 (D) In 1883, the completion of a set of experiments with round nosed tools; first, with varying thicknesses of feed when the depth of the cut was maintained constant; and, second, with varying depths of cut while the feed remained constant, to determine the effect of each of these elements on the cutting speed.
37 (E) In 1883, the demonstration of the fact that the longer a tool is called upon to work continuously under pressure of the shaving, the slower must be the cutting speed, and the exact determination of the effect of the duration of the cut upon the cutting speed.
38 (F) In 1883, the development of formula: which gave mathematical expression to the two broad laws above referred to. Fortunately these formulae were of the type capable of logarithmic expression and therefore suited to the gradual mathematical development extending through a long period of years, which resulted in making our slide rules, and solved the whole problem in 1901.
39 (G) In 1883, the experimental determination of the pressure upon the tool required on steel tires to remove cuts of varying depths and thickness of shaving.
40 (H) In 1883, the starting of a set of experiments on belting described in a paper published in Transactions, Vol. 15 (1894).
41 (J) In 1883, the measurement of the power required to feed a round-nosed tool with varying depths of cut and thickness of shaving when cutting a steel tire. This experiment showed that a VERY nun, TOOL required as much pressure to feed it as to drive the cut. This was one of the most important discoveries made by us, and as a result all steel cutting machines purchased since that time by the Midvale Steel Company have been supplied with feeding power equal to their driving power and very greatly in excess of that used on standard machine tools.
42 (K) In 1884, the design of an automatic grinder for grinding tools in lots and the construction of a tool room for storing and issuing tools ready ground to the men.
43 (L) From 1885 to 1889, the making of a series of practical tables for a number of machines in the shops of the Midvale Steel Company, by the aid of which it was possible to give definite tasks each day to the machinists who were running machines, and which resulted in a great increase in their output.
44 (M) In 1886, the demonstration that the thickness of the chip or layer of metal removed by the tool has a much greater effect upon the cutting speed than any other element, and the practical use of this knowledge in making and putting into everyday use in our shops a series of broad-nosed cutting tools which enabled us to run with a coarse feed at as high a speed as had been before attained with round- nosed tools when using a fine feed, thus substituting, for a considerable portion of the work, COARSE FEEDS AND HIGH SPEEDS for our old maxim of COARSE FEEDS AND SLOW SPEEDS.
45 (N) In 1894 and 1895, the discovery that a greater proportional gain could be made in cutting soft metals through the use of tools made from self-hardening steels than in cutting hard metals,the gain made by the use of self-hardening tools over tempered tools in cutting soft cast iron being almost 90 per cent, whereas the gain in cutting hard steels or hard cast iron was only about 45 per cent. Up to this time, the use of Mushet and other self-hardening tools had been almost exclusively confined to cutting hard metals, a few tools made of Mushet steel being kept on hand in every shop for special use on hard castings or forgings which could not be cut by the tempered tools. This experiment resulted in substituting self-hardening tools for tempered tools for all “ roughing work” throughout the machine shop.
46 (P) In 1894 and 1895, the discovery that in cutting wrought iron or steel a heavy stream of water thrown upon the shaving at the nose of the tool produced a gain in the cutting speed of SELF-HARDEN-TOOLS of about 33 per cent. Up to this time the makers of self- hardening steel had warned users never to use water on the tools.
48 (R) In 1899-1902, the development of our slide rules, which are so simple that they enable an ordinary workman to make practical and rapid everyday use in the shop of all the laws and formulae deduced from our experiments.
49 (S) In 1906, the discovery that a heavy stream of water poured directly upon the chip at the point where it is being removed from CAST IRON by the tool would permit an increase in cutting speed, and therefore, in the amount of work done, of 16 per cent.
(T) In 1906, the discovery that by adding a small quantity of vanadium to tool steel to be used for making modern high speed chromium-tungsten tools heated to near the melting point, the red hardness and endurance of tools, as well as their cutting speeds, are materially improved.
51 We regard as of by far the greatest value our mathematical work on experimental data which has resulted in the development of the slide rules; i. e., the mathematical expression of the exact effect upon the cutting Speed of such elements as the shape of the cutting edge of the tool, the thickness of the shaving, the depth of the cut, the quality of the metal being cut and the duration of the cut, etc. This work enables us to fix a daily task with a definite time allowance for each workman who is running a machine tool, and to pay the men a bonus for rapid work.
52 The gain from these slide rules is far greater than that of all the other improvements combined, because it accomplishes the original Object, for which in 1880 the experiments were started; i. e., that of superseding “ rule of thumb” by scientific control.
53 By far the most difficult and illusive portion of this work has been the mathematical side: first, finding simple formula: which expressed with approximate accuracy the effect of each of the numerous variables upon the cutting speed; and, second, finding a rapid method of using these formulae in the solution of the daily machine shop problems.
64 The effect of each variable upon the problem is best determined by finding the exact rate of cutting speed (say, in feet per minute) which shall cause the tool to be completely ruined after having been run for 20 minutes under uniform conditions.
65 For example, if we wish to investigate the effect which a change in the thickness of the feed has upon the cutting speed, it is necessary to make a number of tools which are in all respects uniform, as to the exact shape of their cutting edge, their clearance and lip angles, their chemical composition and their heat treatment. These tools must then be run one after another, each for a period of 20 minutes, throughout which time the cutting speed is maintained exactly uniform. Each tool should be run at a little faster cutting speed than its predecessor, until that cutting speed has been found which will cause the tool to be completely ruined at the end of 20 minutes (with an allowance of a minute or two each side of the 20-minute mark). In this way that cutting speed is found which corresponds to the particular thickness of shaving which is under investigation.
66 A change is then made in the thickness of the shaving, and another set of 20-minute runs is made, with a series of similar uniform tools, until the cutting speed corresponding to the new thickness of feed has been determined; and by continuing in this way all of the cutting speeds are found which correspond to the various changes of feed. In the meantime, every precaution must be taken to maintain uniform all the other elements or variables which affect the cutting speed, such as the depth of the cut and the quality of the metal being cut; and the rate of the cutting speed must be frequently tested during each 20-minute run to be sure that it is uniform.
67 The cutting speeds corresponding to varying feeds are then plotted as points upon a curve, and a mathematical expression is found which represents the law of the effect of feed upon cutting speed. We believe that this standard or method of procedure constitutes the very foundation of successful investigation in this art; and it is from this standpoint that we propose to criticise both our own experiments and those made by other investigators. For further discussion of our standard method of making experiments see Par. 137.
68 It was only after about 14 years’ work that we found that the best measure for the value of a tool lay in the exact cutting speed at which it was completely ruined at the end of 20 minutes. In the meantime, we had made one set of experiments after another as we successively found the errors due to our earlier standards, and realized and remedied the defects in our apparatus and methods; and we have now arrived at the interesting though rather humiliating conclusion that with our present knowledge of methods and apparatus, it would be entirely practicable to obtain through four or five years of experimenting all of the information which we have spent 26 years in getting.
71 All criterions were discarded, when in 1894 we finally bit upon the true standard, above described, of completely ruining the tool in 20 minutes.
72 As will be pointed out later in the paper, this standard demands both a very large and expensive machine to experiment with, and also large, heavy masses of metal to work upon, which is unfortunate; but we believe without apparatus and methods of this kind it is out of the question to accurately determine the laws which are sought. See paragraphs 210-263.
73 Experiments upon the art of cutting metals (at least those experiments which have been recorded) have been mainly undertaken by scientific men, mostly by professors. It is but natural that the scientific man should lean toward experiments which require the use of apparatus and that type of scientific observation which is beyond the scope of the ordinary mechanic, or even of engineers unless they have been especially trained in this kind of observation. It is perhaps for this reason more than any other that in this art several of those elements which are of the greatest importance have received no attention from experimenters, while far less fruitful although more complicated elements, have been the subject of extended experiments.
74 As an illustration of this fact we would call attention to two of the most simple of all of the elements which have been left entirely untouched by all experimenters, namely: a the effect of cooling the tool through pouring a heavy stream of water upon it, which results in a gain of 40 per cent in cutting speed; b the effect of the contour or outline of the cutting edge of the tool upon the cutting speed, which when properly designed results in an equally large percentage of gain.
-------------------
137 Before entering upon the details of our experiments, it seems necessary to again particularly call attention to the fact that “standard cutting-speed” is the true criterion by which to measure the incremental benefit of a tool.
To give another illustration of our practical use of this standard. If, for example, we wish to determine which make of tool steel is the best, we should proceed to make from each of the two kinds to be tested a set of from four to eight tools. Each tool should be forged from tool steel, say, 5- inch x 1§ inch and about 18 inches long, to exactly the same shape, and after giving the tools made from each type of steel the heat treatment appropriate to its chemical composition, they should all be ground with exactly the same shaped cutting edge and the same clearance and lip angles. One of the sets of eight tools should then be run, one tool after another, each for a period of 20 minutes, and each at a little faster cutting speed than its predecessor, until that cutting speed has been found which will cause the tool to be completely ruined‘ at the end of 20 minutes, with an allowance of a minute or two each side of the 20-minute mark.
Every precaution must be taken throughout these tests to maintain uniform all of the other elements or variables which affect the cutting speed, such as the depth of the cut and the quality of the metal being cut. The rate of the cutting speed must be frequently tested during each 20-minute run to be sure that it is uniform throughout.
Throughout this paper, “the speed at which tools” give out in 20 minutes, as described above, will be, for the sake of brevity, referred to as the “standard speed.” ~
141 After having found the -“standard speed” of the first type of tools, and having verified it by ruining several more of the eight tools at the same speed, we should next determine in a similar manner the exact speed at which the other make of tools will be ruined in 20 minutes; and if, for instance, one of these sets of tools exactly ruins at a cutting speed of 55 feet, while the other make ruins at 50 feet per minute, these “standard speeds," 55 to 50, constitute by far the most important criterion from which to judge the relative economic value of the two steels for a machine shop.
141 After having found the -“standard speed” of the first type of tools, and having verified it by ruining several more of the eight tools at the same speed, we should next determine in a similar manner the exact speed at which the other make of tools will be ruined in 20 minutes; and if, for instance, one of these sets of tools exactly ruins at a cutting speed of 55 feet, while the other make ruins at 50 feet per minute, these “standard speeds," 55 to 50, constitute by far the most important criterion from which to judge the relative economic value of the two steels for a machine shop.
ELEMENTS AFFECTING CUTTING SPEED OF TOOLS IN THE ORDER OF THEIR RELATIVE IMPORTANCE
278 The cutting speed of a tool is directly dependent upon the following elements. The order in which the elements are given indicates their relative effect in modifying the cutting speed, and in order to compare them, we have written in each case figures which represent, broadly speaking, the ratio between the lower and higher limits of speed as affected by each element. These limits will be met with daily in machine shop practice.
279 (A) The quality of the metal which is to be cut; i.e., its hardness or other qualities which affect the cutting speed. Proportion is as 1 in the case of semi-hardened steel or chilled iron to 100 in the case of very soft low carbon steel.
280 (B) The chemical composition of the steel from which the V tool is made, and the heat treatment of the tool. Proportion is as 1 in tools made from tempered carbon steel to 7 in the best high speed tools.
281 (C) The thickness of the shaving; or, the thickness of the spiral strip or band of metal which is to be removed by the tool, measured while the metal retains its original density; not the thickness of the actual shaving, the metal of which has become partly disintegrated. Proportion is as 1 with thickness of shaving 135 of an inch to 31} with thickness of shaving 3‘; of an inch. l
282 (D) The shape or contour of the cutting edge of the tool, chiefly because of the effect which it has upon the thickness of the shaving. Proportion is as 1 in a thread tool to 6 in a broad nosed cutting tool. ,
283 (E) Whether a copious stream of water or other cooling medium is used on the tool. Proportion is as 1 for tool running dry to 1.41 for tool cooled by a copious stream of water.
284 (F) The depth of the cut; or, one-half of the amount by which the forging or casting is being reduced in diameter in turning. Proportion is as 1 with Q inch depth of cut to 1.36 with § inch depth of cut.
285 (G) The duration of the cut; i. c., the time which a tool must last under pressure of the shaving without being reground. Proportion is as 1 when tool is to be ground every 1hour to 1.207 when tool is to be ground every 20 minutes.
286 (H) The lip and clearance angles of the tool. Proportion is as 1 with lip angle of 68 degrees to 1.023 with lip angle of 61 degrees.
287 (J) The elasticity of the work and of the tool on account of producing chatter. Proportion is as 1 with tool chattering to 1.15 with tool running smoothly.
288 A brief recapitulation of these elements is as follows:
(A) quality of metal to be cut: 1 to 100;
(B) chemical composition of tool steel: 1 to 7;
(C) thickness of shaving: 1 to 31;
(D) shape or contour of cutting edge: 1 to 6;
(E) copious stream of water on the tool: 1 to 1.41;
(F) depth of cut: 1 with 1} inch depth to 1.36 with § inch depth of cut;
(G) duration of cut: 1 with 1-hour cut to 1.20 with 20-minute cut;
(H) lip and clearance angles: 1 with lip angle 68 degrees to 1.023 with lip angle of 61 degrees;
(J) elasticity of the work and of the tool: 1 with tool chattering to 1.15, with tool running smoothly.
THE EFFECT OF VARYING THE FEED AND THE DEPTH OF THE CUT UPON THE CUTTING SPEED
The following are the principal conclusions arrived at on this subject:
732 (C) Expressed in mathematical terms, the cutting speed varies with our standard round nosed tool approximately in inverse proportion to the square root of the thickness of the shaving or of the feed; i. e., S varies with SQRT(F) approximately.
733 (D) With the best modern high speed tools, varying the feed and the depth of the out causes the cutting speed to vary in practically the same ratio whether soft or hard metals are being cut.
734 (E) The same general formula expresses the laws for the effect of depth of cut and feed upon the speed, the constants only requiring to be changed. This is a matter of very great importance, as it enables us to use a single slide rule as a means of finding the proper combination of speed and depth of cut and feed for all qualities of metal which may be cut.
736 (F) The same general type of formula expresses the laws governing the effect of the feed and depth of cut upon the cutting speed when using our different sized standard tools. This is also fortunate as it simplifies mathematical work in the final solution of the speed problem.
EFFECT OF FEED AND DEPTH OF CUT ON CUTTING SPEED
THE EFFECT OF VARYING THE FEED AND THE DEPTH OF THE CUT UPON THE CUTTING SPEED
The following are the principal conclusions arrived at on this subject:
729 (A) With any given depth of cut metal can be removed faster, i. e., more work can be done, by using the combination of a coarse feed with its accompanying slower speed than by using a fine feed with its accompanying higher speed.
730 For example, by referring to any of the sets of experiments in cutting steel, it will be noted that if with a combination of 3/16 inch depth of cut and 1/64 inch feed, the hardness of the metal were of such a quality, for instance, that just 100 pounds of chips would be cut off in an hour by using the same tool on the same forging at its proper cutting speed corresponding to a feed of 1/8 inch, the metal would then be removed at the rate of 250 pounds per hour. In most cases it is not practicable for the operator to take the coarsest feeds, owing either to the lack of pulling power of the machine or the elasticity of the work. Therefore, the above rule is only of course a broad general statement.
731 (B) The cutting speed is affected more by the thickness of the shaving than by the depth of the cut. A change in the thickness of the shaving has about three times as much effect on the cutting speed as a similar or proportional change in the depth of the cut has upon the cutting speed. Dividing the thickness of the shaving by 3 increases the cutting speed 1.8 times, while dividing the length that the shaving bears on the cutting edge by 3 increases the cutting speed 1.27 times.
732 (C) Expressed in mathematical terms, the cutting speed varies with our standard round nosed tool approximately in inverse proportion to the square root of the thickness of the shaving or of the feed; i. e., S varies with SQRT(F) approximately.
733 (D) With the best modern high speed tools, varying the feed and the depth of the out causes the cutting speed to vary in practically the same ratio whether soft or hard metals are being cut.
734 (E) The same general formula expresses the laws for the effect of depth of cut and feed upon the speed, the constants only requiring to be changed. This is a matter of very great importance, as it enables us to use a single slide rule as a means of finding the proper combination of speed and depth of cut and feed for all qualities of metal which may be cut.
736 (F) The same general type of formula expresses the laws governing the effect of the feed and depth of cut upon the cutting speed when using our different sized standard tools. This is also fortunate as it simplifies mathematical work in the final solution of the speed problem.
https://babel.hathitrust.org/cgi/ssd?id=mdp.39076000032131
About Carl Barth
https://www.naha.stolaf.edu/pubs/nas/volume13/vol13_7.htm
Lesson 13. Value Creation for the Organization by Industrial Engineers - Productivity Engineering Potential
Frameworks for Productivity Science of Machine Effort and Human Effort
Rao, Kambhampati Venkata Satya Surya Narayana.
IIE Annual Conference. Proceedings; Norcross (2020): 429-434.
https://www.proquest.com/openview/5786c4e6edff56abf808b4db26f083b3/1?pq-origsite=gscholar&cbl=51908
High productivity micro rotary swaging
Eric Moumi1,3*, Marius Herrmann1,3, Christian Schenck1,2,3, and Bernd Kuhfuss1,2,3
1 bime, Bremen Institute for Mechanical Engineering, Badgasteiner Str. 1, 28359 Bremen, Germany
2MAPEX Center for Materials and Processing
3University of Bremen
MATEC Web of Conferences 190, 15002 (2018), ICNFT 2018
Updated 14.6.2023, 14.6.2022, 31 May 2020, 28 May 2020
30 June 2019
This comment has been removed by the author.
ReplyDelete1 June 2020 lesson of Industrial Engineering ONLINE Course
ReplyDelete9 Likes in FaceBook IE group and 31 Likes in IE Network Linkedin Group.
ReplyDeleteCut-To-Length Machine Ctlr-2000 Kc The machine is designed to cut exact length and winds fabric onto a core,Works best with thick materials (blankets, rug-like materials, bedspreads).
ReplyDeleteNice post, thanks for sharing this information https://www.precisionedge.uk.com/
ReplyDeleteNice blog, If you are searching for best Steel distributor in Ludhiana, Then contact with B.K. Steel Company. They provide high-quality steel at a budget price.
ReplyDeleteThanks for sharing this informative blog it's very useful and keep posting article like this.
ReplyDeletesoftware development company
Amazing work, You can also checkout this blog here EN19 Flat Bar
ReplyDeleteMetal testing equipment supplier provides a range of tools and instruments designed for testing the quality, composition, and properties of metals and alloys. These suppliers offer equipment for mechanical testing, chemical analysis, hardness testing, and metallurgical evaluation. Key products may include tensile testers, spectrometers, hardness testers, and microscopes. These suppliers serve industries like aerospace, automotive, construction, and manufacturing, ensuring the reliability and safety of metal materials.
ReplyDeleteA Spectrometer for oil analysis is an essential tool for monitoring the health of engines, turbines, and industrial equipment. By detecting trace metals, contaminants, and additives in lubricating oil, it helps prevent machinery failure and extends equipment life. Whether used in laboratories or on-site, this advanced technology delivers fast, accurate results, ensuring efficient maintenance and reduced downtime. Ideal for industries like automotive, aerospace, marine, and manufacturing, a spectrometer for oil analysis offers a reliable solution for proactive equipment management.
ReplyDelete
ReplyDeleteReally such great post about cutting I glad read this post new designing how to cutting paper I lean about is
Boutique Management with Cutting & Tailoring in Delhi NCR, Best computer courses in Delhi NCR