Modules of Industrial Engineering ONLINE Course
Modules
- Introduction to Industrial Engineering
- Contribution of Taylor, Gilbreth, Emerson, Maynard, Barnes, Shigeo Shingo
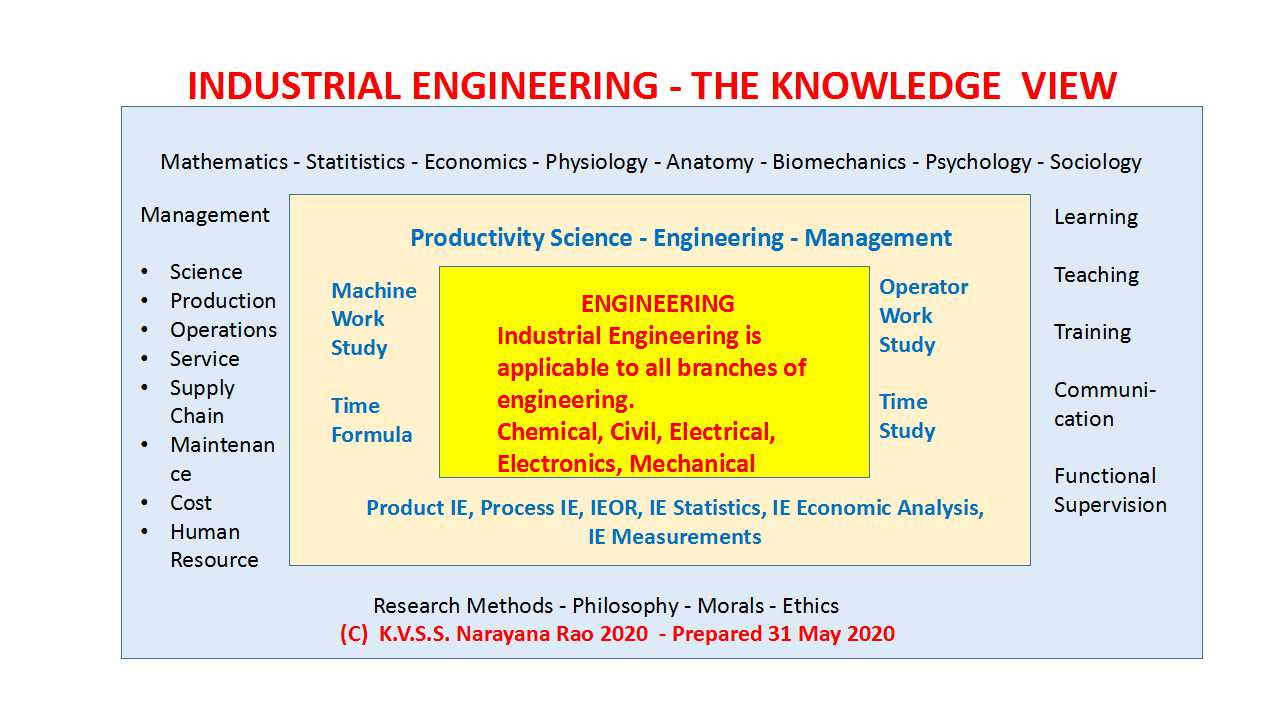
- Productivity Science
- Productivity Engineering -
- IE Economic Analysis
- IEOR
- IE Statistics - Six Sigma Optimization
- Human Effort Industrial Engineering
- IE Measurements
- Productivity Management
- Applied Industrial Engineering
- Industrial Engineering 4.0
- Industrial Engineering Case Studies
Question regarding this post. Productivity Improvement Through Smart Machines.
What does an IE contribute that an ME or EE or CompE cannot do in this sector?
It is an important question. IE is Engineering++. IE has application in all engineering branches.
Industrial Engineering is cost reduction of product and service units based on productivity improvement of all resources used in production.
An IE does something more than engineering in the engineering area. It is the understanding of the cost of inputs into the engineering products and productivity of the resources and process elements. An IE does not spend time on creating new engineering products and processes. He spends time on understanding and improving cost elements and productivity elements of existing products and processes. It means IE develops productivity science and cost science related to engineering elements. The engineering done by IE is productivity engineering of engineering elements, based on the discoveries in productivity science. This productivity engineering could be done by the industrial engineer himself or he can get the engineering project approved to be executed by the concerned engineers internally or by the consultants and external engineering design firms. He measures cost and productivity (time) of engineering elements and combines them in creating better cost effective and productive solutions to existing products and processes. Thus the final effect of industrial engineers' efforts is on final products and processes and systems. But many times it is the combination of improvements at the elements level, and their proper integration that gives the result at the system level. Industrial engineering department of a company has to make significant contribution of the order of 2 to 5% reduction in the engineering systems cost of the organization year after year based on adopting new engineering developments, industrial engineering discoveries and inventions, creative thinking and the learning effect of all employees of the organization.
Cost Measurement
Cost reduction is the primary goal of industrial engineering. Taylor did cost studies and his paper on belt system design based on cost data of many years is a primary illustration of cost based engineering design. Time reduction of machine and man also contributes to cost reduction. In his pursuit of cost reduction, F.W. Taylor also focused on reducing machine effort and man effort to reduce time spent by machines and men to do various elements of operations/processes. But as we know, reducing material inputs, energy input, information input etc. result in cost reduction. They also need to be investigated and minimized by industrial engineers.
Within the production process, productivity could not in the long run be sufficiently measured in the unit of time. Explaining it in terms of money seemed more adequate. Standard cost calculation is therefore a technique which has been incorporated with considerable success by industrial engineers.
The Challenge of a Changing Society to Industrial Engineering, F.G. Willemze, IJPR 1982
Sources for learning cost measurement: Cost Accounting, Cost Estimating Content in Engineering Text Books, Cost Engineering Discipline Material, Cost Estimating Content in Design for Manufacture and Assembly Text Books.
271. Industrial Engineering Measurements - Online Course Module - Introduction and Index
272. Cost Measurement - Essential Activity of Industrial Engineering
273. Basics of Accounting for Industrial Engineers.
274. Cost Accounting - Introduction
Job Costing - Review Notes
Process Costing - Review Notes
Cost Center Reports and Analysis
Cost Behavior Analysis and Relevant Costs Concept
Machine Cost and Work Measurement - Time and Cost Estimates for Metal Forming Processes
Cost Measurement in Manufacturing Execution System (MES)
285. Cost Engineering
Time Study - Work Measurement
Engineering tasks are to be divided into elementary operations or elements, and the time to complete them has to be understood through various elements contributing to it. Through that understanding the time to do an element has to be reduced. These elements have to be classified into standard elements that are present in multiple tasks.
Time study has to be done at the start of the process improvement study. At intermediate points in the study. At the end of the study. Then after some training and practice in the new method, it has to be done to fix the output expected from the new process as standard.
Taylor's Time Study: Taylor wanted time study to generate standard data for specified elements of work of machines and men. This standard data can be at national or universal level, industry level or company level. Taylor and Gilbreth recommended study of the best person to understand the best way of doing a work element. They spent time to further improve the way of doing based on productivity science developed them on the work element. For them the output of time study has to be the best way of doing a work element and the minimum time in which it can be done. Taylor insisted from the beginning that the speed specified for operations has to be the speed that can be done comfortably, safely and healthily for the entire career span of the operators. What is that speed? Industrial engineering discipline later on developed a standard for that speed as 3 miles per hour. But is it scientifically validated? It may be necessary to provide solid logic and empirical foundation for this standard. Do people feel happy and comfortable to walk 24 miles per day in 8 hours? This standard has corresponding specification in various work elements. In which work element, people are happy and comfortable to do as per the standard? It is an important question to be answered IE discipline.
291. Time Study - Explanation by F.W. Taylor in Shop Management Paper/Book
Description of Time Study in Motion and Time Study Books
Time Study and Work Measurement - ILO Work Study Book ExplanationWork Sampling
Work Measurement for Recording Times in Process Charts is ignored in current work measurement theory.
Predetermined Motion Time Systems (PMTS)
Optimization of Labour Productivity Using MOST Technique
https://www.pomsmeetings.org/confpapers/059/059-0058.pdf
Productivity Measurement
Productivity Measurement
Measuring Productivity - OECD
http://www.esri.go.jp/jp/workshop/050325/050325paper06.pdf
{Productivity Measurement within a new architecture for the U.S. National Accounts: Lessons for Asia http://www.apo-tokyo.org/files/mp_apo-keo_jorgenson_lec.pdf not available now.]
APO 2019 Productivity Data Book
https://www.apo-tokyo.org/publications/wp-content/uploads/sites/5/APO-Productivity-Databook-2019_light.pdf
How to Measure Company Productivity using Value-added: A Focus on Pohang Steel (POSCO)
http://www.anderson.ucla.edu/faculty/marvin.lieberman/docs/Lieberman_POSCO.pdf
The productivity slump—fact or fiction: The measurement debate
August 2016
https://www.brookings.edu/research/the-productivity-slump-fact-or-fiction-the-measurement-debate/
Estimates of Industry Multifactor Productivity, 2017-18
https://www.abs.gov.au/AUSSTATS/abs@.nsf/Lookup/5260.0.55.002Main+Features12017-18?OpenDocument
Measuring developer productivity in 2019 for data-driven decision makers
https://www.gitclear.com/measuring_developer_productivity_a_comprehensive_guide_for_the_data_driven
Bill author
By Bill Harding
Last updated July 19, 2019.
Waste Measurement
Waste measurement is highlighted by Taiichi Ohno and other Toyota industrial engineers. Material and information flow diagram is totally Toyota invention and it measures and highlights inventory. A setup time is the variable that controls inventory (lot size), it records setup times.
Taking the cue from TPS, industrial engineering discipline has to start measurement of waste as industrial engineering measurement area.
Ohno's Seven Wastes
Losses identified in TPM
16 Losses given by Yamashina in Manufacturing Cost Reduction Deployment
Value Stream Mapping to Identify Inventory Accumulations
The Seven Value Stream Mapping Tools for Identifying Seven Wastes - Peter Hines and Nick Rich
Waste Measurement and Reporting Using MES - Manufacturing Execution System
Ud. 19.12.2024, 15.1.2022, 2.1.2022, 5.12.2021
pub. 30.5.2021
No comments:
Post a Comment